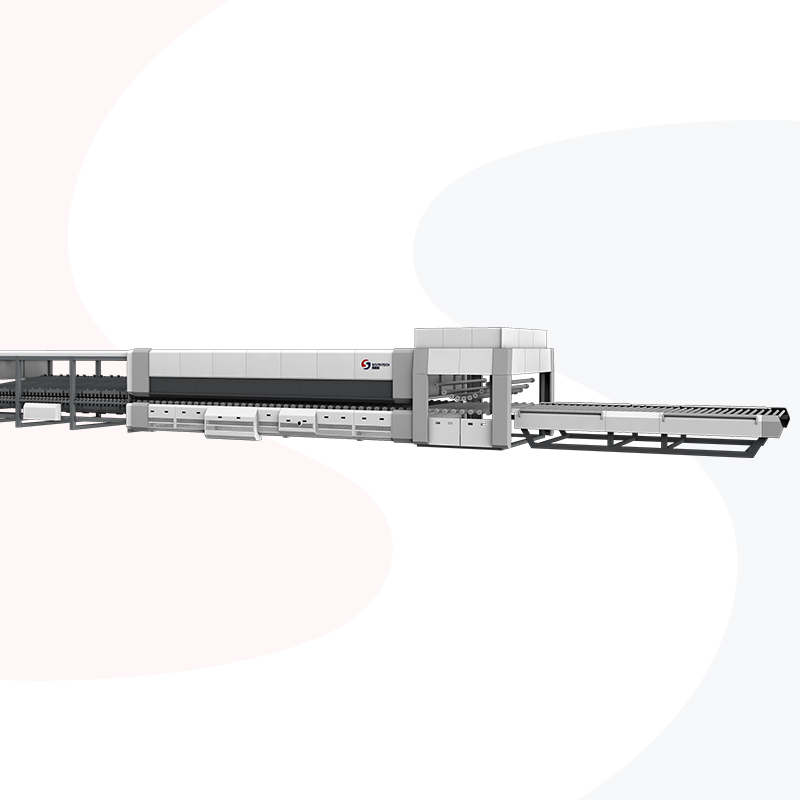
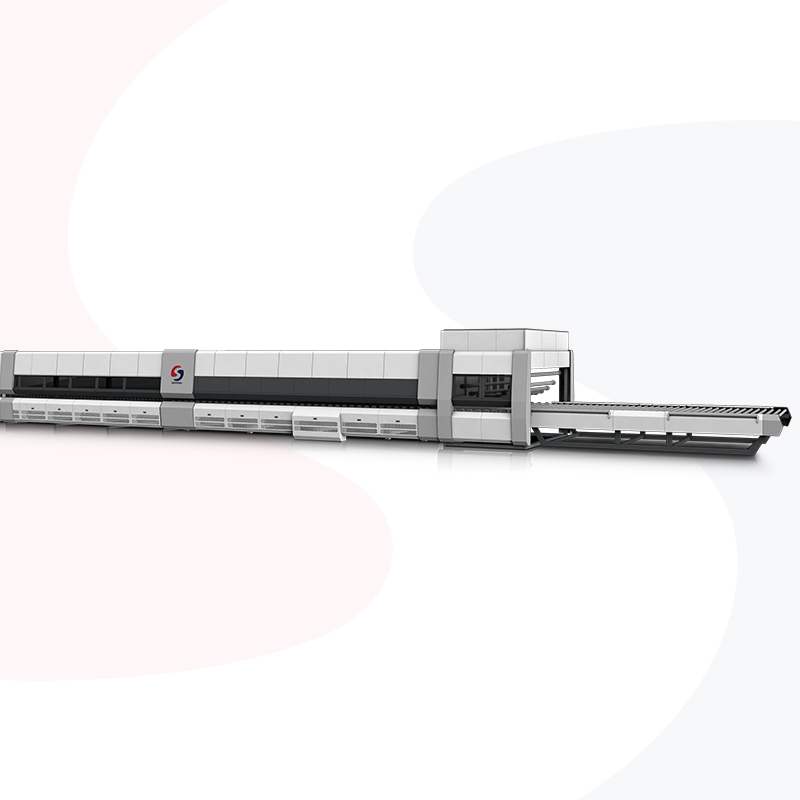
强制对流型玻璃平弯钢化炉
平面截面最小模型:4000mm x 1000mm
平面截面最大模型:6000mm x 3000mm
弯曲截面最小模型:弯700mm x 1000mm
弯曲截面最大模型:弯曲3000mm x 6000mm
平板玻璃加工厚度:2.85-19mm
弯玻璃加工厚度:3.2mm~19mm
类别:镀膜玻璃、透明浮法玻璃、有色玻璃、LOW-E玻璃。
详情
强制对流型玻璃平弯钢化炉
索奥斯强制对流型玻璃平弯钢化炉具备离线Low-E玻璃钢化能力,确保成品具有优异的节能性能。
该玻璃平弯钢化炉采用先进的数控加工技术,能够精确控制玻璃的弯曲精度,实现精准成型。简便的电脑弧度调整结构,进一步简化了操作流程,大幅缩短了调整时间,提高了生产效率和灵活性。
独特的滚轮结构设计,有效减少圆弧两端直边的长度,使成品线条更加流畅,外观更加美观。此外,该钢化炉还具备利用弯风栅生产平板钢化玻璃的功能,拓宽了钢化炉的应用场景。
玻璃钢化炉核心部件

➤上下片台
作为玻璃钢化炉的核心配套模块,索奥斯钢化炉的上下片台采用定制化钢结构框架设计,为玻璃传输全程提供稳固的承重支撑。传输辊组由胶辊与绳辊组合而成,辊面覆盖高耐磨包胶层,不仅能有效规避玻璃表面损伤风险,还兼顾低摩擦特性与抗压性能。控制层面,上下片台与玻璃钢化炉主控系统高度兼容,可灵活调节步进时间、输送速率及进炉间隔,适配不同规格玻璃生产。灵敏的玻璃检测装置实时反馈信号,确保传输衔接流畅,提升了产线自动化水平与运行效率。

➤ 加热系统
作为玻璃钢化炉的核心热能模块,索奥斯钢化炉的加热炉体采用上下分体设计,内部填充高性能绝缘材料,能有效减少热量损耗。炉体两端配备耐热气动炉门,与炉体紧密密封配合,为炉内温控稳定性提供可靠保障;炉内玻璃输送由耐高温陶瓷辊负责,适配钢化加工的高温工况。加热系统采用开放式点阵布局,上下炉体均匀分布加热元件,相较传统辐射板加热方式,既能大幅提升炉内温度均匀性与加热效率,又方便加热元件日常维护。炉体上部内衬板选用耐腐蚀性强的材质,可延长设备使用寿命;保温层经科学排序与六面抛光工艺处理,蓄热性能优异,既提高热利用效率,又能让炉体外部保持低温。炉体支持开合功能,上炉体可通过电动螺旋升降装置灵活升起,方便检修人员及时发现并解决问题。

➤冷却系统
索奥斯玻璃钢化炉的钢化冷却段在结构设计上独具匠心。其铝合金型材与钢板采用冷态铆接工艺,巧妙避开热加工焊接易产生的变形问题,能切实保证风栅吹风面的整体平面性。冷却段使用获国家专利的风嘴及微斑结构,可形成连续不间断的冷却风带。这一设计让玻璃冷却更均匀,既显著提升冷却效果,又能有效减少风斑产生,为玻璃钢化质量提供坚实的冷却保障。

➤ 电气控制系统
索奥斯钢化炉的控制系统配备智能参数记忆功能,可高效记录玻璃厚度、尺寸、颜色、类型及各类浮法玻璃的工艺数据。生产新型玻璃时,操作人员仅需输入对应工艺参数,系统即可自动存储;后续加工同类玻璃时,可直接调用预存数据,设备自动恢复对应流程,省去重复设置步骤,显著提升作业效率。

➤ 对流系统
作为玻璃钢化炉的关键工艺组件,索奥斯玻璃钢化炉的强制对流系统为上下炉体结构,为加热环节注入高效热能传递动力。系统由空气压缩机驱动高压气流,将发热丝区域热量精准传导至玻璃表面;采用螺旋真空发射原理,进一步提升热能利用效率。在加工在线LOW-E玻璃时,既保障了玻璃钢化强度,又减少了能量损耗。相较于同类配置,索奥斯的这一核心模块在保证钢化质量的同时,节能表现更为突出,能耗降低明显,生产效率同步提升。

➤ 无人值守自动加热功能
索奥斯钢化炉的无人值守自动升温功能,可提升生产衔接效率。设备在完成每日生产后进入待机模式,炉内温度将按每小时15℃的速率自然衰减,此时辊道系统维持低速运转,确保玻璃通道始终处于可用状态。次日设定的工作时段前,系统将自动启动升温程序,在30分钟内完成从待机温度至工艺要求温度的精准预热,无需人工干预即可直接投入生产。该设计不仅减少能源浪费,还通过智能时序控制缩短准备时间,为玻璃钢化炉的连续化运行提供可靠保障。